Особенность гидроабразивной резки — рабочий инструмент — узкая водяная струя под давлением до 6900 бар, которая перемещается со сверхзвуковой скоростью в направлении детали.
Технологию применяют как альтернативу механической резки на пильных станках и термическим способам раскроя. В отличие от плазмы и лазерного луча, вода имеет температуру окружающей среды, поэтому материал в месте контакта не нагревается.
Методом гидроабразивной обработки получают детали сложной формы с точными размерами и высоким качеством кромки. Изделия имеют функциональное назначение или служат для украшения пространства.
Современные станки обеспечивают погрешность размеров в пределах 0,025-0,1 мм (доводка не нужна). Гидрорезку применяют для разрезания заготовок на части и раскроя материала. При использовании редких и дорогостоящих сплавов на первый план выступает экономичность процесса. Схема раскроя любых материалов предусматривает минимальные перемычки между деталями.
Резка водяной струей под давлением позволяет исключить из рабочего цикла полировку и другие операции, которые улучшают качество кромок и всей поверхности. Купить гидроабразивную установку означает сокращение количества технологических переходов: уменьшение себестоимости и повышение конкурентоспособности продукции.
Гидроабразивная резка — экологически безопасный процесс. При выполнении операции не образуются газообразные соединения, вредные людям, животным, растениям и другим объектам окружающей среды. Отработанную жидкость и частицы абразива после очистки используют повторно.
Виды гидроабразивной резки
Усилие реза зависит от толщины заготовки, режима воздействия и свойств материала. Водяная струя под давлением без усилий режет резину, пенопласт, текстиль, древесину, бумагу, войлок и другие мягкие структуры. Результат работы — чистые кромки, точное соответствие детали размерам.
Если из сопла рабочей головки выходит только водяная струя, операцию называют гидроабразивной резкой без абразива. Насосное оборудование обеспечивает давление, достаточное для раскроя мягких и рыхлых структур.
Разделение на части твердых материалов (камня, стали, сплавов) требует больших усилий. Решают задачу путем смешивания водяной струи с измельченным в порошок абразивом: стеклом, пластиком, ставролитом (природным минералом), скорлупой ореха. Наибольшим спросом пользуется гранатовый песок. Россыпные месторождения находятся в прибрежных водах. Добытый песок сортируют по фракциям и отправляют заказчикам. Частицы диаметром 0,25-0,45 мм используют при гидрорезке.
В конструкцию оборудования входит специальная камера, перед выходом из сопла струя воды смешивается с абразивом. При втором виде резки усилие воздействия на материал многократно увеличивается. К энергии водяной струи, которую создает насос, добавляется сила ускорения мелких твердых острых частиц.
Современные модели оборудования позволяют комбинировать два способа.
Работа станка гидроабразивной резки
Основные компоненты станка — координатный стол, где фиксируют заготовку, насосная станция, система подачи абразива, режущая головка с соплом. На некотором расстоянии от оборудования располагают стойку оператора с панелью управления.
Назначение насосной станции — обеспечить давление. В мультипликаторных конструкциях напор создают плунжеры. Устройства совершают возвратно-поступательное действие и передают энергию гидравлического поршню.
Полезная площадь плунжера и поршня отличается в 20 раз. За счет большой разницы плунжерная пара многократно увеличивают силу сжатия жидкости. Если давление в масляном цилиндре равно 200 атм, напор воды у края сопла соответствует 4000 атм.
Второй тип насосной станции — прямого действия. Полезную работу выполняют три поршня, ведомые коленвалом.
Перед началом работы оператор вводит исходные данные в программу Computer Aided Design, которая разрабатывает траекторию движения рабочей головки, ЧПУ контролирует процесс. В Предварительная подготовка предусматривает очистку воды от твердых включений.
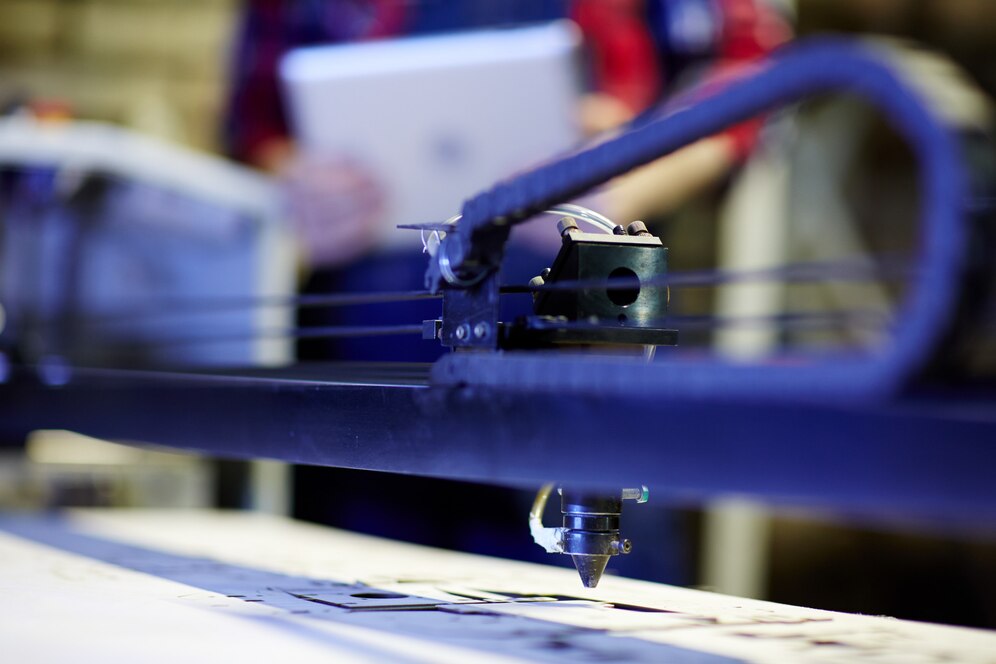
Рабочая головка — вертикально направленная конструкция, которая состоит из сопла, смесителя и кожуха. Струю под высоким давлением подают в верхнюю часть устройства. Сбоку расположен канал для подачи абразива. Диаметр сопла инструмента варьируется от 0,08 до 0,5 мм.
Производительность оборудования зависит от ресурса работы головки и сопла. Трубчатую коническую насадку изготавливают из сверхпрочных материалов: технического рубина, сапфира или алмаза.
Принцип работы станка гидроабразивной резки основан на преобразовании силы давления водяной струи в кинетическую энергию. При контакте с поверхностью жидкость разрушает верхний слой, проникает в глубину и проходит насквозь.
По завершению процесса остаются части металла, отработанная вода и абразив. Резервуар для сбора твердого порошка располагают под зоной резки. Прежде чем попасть в канализацию или отстойник, жидкость фильтруют: абразив и металлические отходы.
Преимущества резки струей воды под давлением
Гидроабразивная обработка — универсальный метод резки материалов с твердой, рыхлой, вязкой и другой структурой. Примеры: стекло, кожа, бумага, резина, керамика, сплавы и металлы, в том числе, сверхтвердые (титана, вольфрама, хрома, тантала).
Если сравнивать с лазерными и плазменными методами резки, у гидрорезки нет ограничений по толщине. Для раскроя толстых и плотных материалов (металла, камня) выбирают мощные установки, которые обеспечивают напор воды максимально высокого давления.
При плазменной, лазерной и других видах механической резки место контакта с инструментом (или источником энергии) разогревается. Когда раскраивают легированные стали и сплавы, часть металла выгорает, как следствие, на кромках образуются заусенцы (неровности). Местный нагрев вызывает изменение физико-механических свойств по линии реза и в прилегающих областях (зонах термического влияния).
При резке стали на ленточнопильном станке на поверхности образуется наплавленный слой металла. Чтобы удалить утолщение, заготовку направляют на шлифовку или другие доводочные операции.
При гидроабразивной резке металл не успевает нагреться: струя жидкости уносит неизрасходованную энергию. Кроме типовых процессов, метод используют в случаях, когда температурное воздействие ухудшает качество детали. Гидрообработка — выход из положения, если другие способы резки неприемлемы.
Диаметр струи сопоставим с сечением человеческого волоса (0,08 мм). В отличие от пильных станков, при гидрорезке не образуется стружки и металлической пыли. Предприятия не расходуют деньги на мощную вентиляцию и средства безопасности для персонала.
Покупатели оборудования экономят бюджет на закупке тары для сбора стальной стружки, прессовании брикетов, складском хранении и транспортировке.
Особенности гидрорезки металлов и сплавов
У каждого технологического перехода свои плюсы и минусы. Скорость резки материалов струей воды под давлением ниже, чем лазерным инструментом. Ресурс непрерывной работы режущих головок не превышает 80-120 часов.
При гидрорезке толстых материалов повышенной твердости наблюдается разность диаметров на входе и выходе. Конусность отверстий объясняется характером протекания процесса. Когда водяная струя доходит до середины толщины, жидкость расходует значительную часть энергии. Направленный поток перемещается по определенной траектории, следующая порция воды воздействует на ближайшую точку. Когда режут толстый материал на высокой скорости, на выходе диаметр отверстия меньше. Решение проблемы заключается в уменьшении скорости движения головки.
Работа гидроабразивной установки сопровождается шумом, который мешает трудиться персоналу на соседних участках. Чтобы уменьшить негативный фактор, оборудование устанавливают в помещении с хорошей шумоизоляцией. Как вариант, участок со станком отделяют от остальной площади цеха звукопоглощающими перегородками.
Большая часть производственных агрегатов нуждается в регулярном обслуживании, гидроабразивные устройства — не исключение. Планово-предупредительный ремонт включает операции по регулярной замене фильтров, смесительных трубок, уплотнителей, водяных сопел, рабочих частей насоса.
Нельзя не упомянуть о высокой цене качественного расходного материала. В мире ценится гранатовый абразив, изготовленный в Китае, ЮАР, Австрии. Стоимость импортного гранатового песка начинается от 42 000 руб./т.
При выборе модели гидроабразивного станка учитывают возможность повторного использования жидкости и порошка. В регионах, которые испытывают проблемы с водоснабжением, могут возникнуть трудности при эксплуатации оборудования.
Рентабельность бизнеса
На рынке Российской Федерации специализированные компании продают готовое оборудование, расходные материалы и запчасти для любых моделей гидроабразивных установок.
Основные параметры, которые определяют стоимость устройства: ширина и длина координатного станка, количество и тип режущей головки, мощность насосного оборудования.
Доступный вариант для начала производственной деятельности — китайское оборудование стоимостью 6-7 млн. руб. Наиболее известные марки: «Yongda» и «Teen King».
Максимально высоко оценивают свою продукцию владельцы американских заводов: 12-15 млн. руб. В РФ продаются надежные и износостойкие рабочие головки и сопла импортного производства: «Hypertherm и «Flow» (США), «Resato» (Нидерланды), «PTV» (Германия).
Стоимость отечественных станков и расходных материалов на порядок ниже. Цена одной режущей головки составляет несколько десятков тысяч рублей. Качество российских производителей промышленного оборудования и запчастей не хуже продукции всемирно известных брендов. Некоторые предприятия, например, НПО “ГКМП”, принимают заказы на разработку и изготовление нестандартных установок водорезки (по техническому заданию заказчика).
Аргументы за и против оказывать услуги гидроабразивной резки в своем регионе
Рентабельность бизнеса зависит от активности предпринимателя и местных особенностей: ситуации с водоснабжением, стоимости электроэнергии, уровня зарплат операторов станков.
На рынке РФ сложилась благоприятная ситуация для открытия нового бизнеса. В городах-миллионниках гидроабразивных установок в сотни раз меньше, чем лазерных станков. В дефиците услуги гидрорезки на периферии. Низкий уровень конкуренции — весомый фактор, чтобы больше узнать о процессе и работе оборудования.
Стоимость водорезки пропорциональна времени выполнения работы (в минутах). Средняя маржа: 40-60%. При благоприятной ситуации в регионе услуга поможет стартапу поставить свое дело на поток. Гидроабразивная обработка предоставляет возможность действующему бизнесу привлечь новых клиентов.
Специалисты НПО «ГКМП» — исследователи и практики в области термоядерного синтеза и тепловакуумной обработки материалов. Компания занимается научной деятельностью, разрабатывает вакуумное, испытательное и термическое оборудование. На своих мощностях (73000 м2) коллектив из 750 сотрудников НПО “ГКМП” производит промышленные установки и изделия из тугоплавких сплавов и материалов.
Наберите номер +7(495)150-14-50 и проконсультируйтесь, как гидроабразивная резка материалов выведет ваш бизнес на новый уровень.
{kind=link}